· Engineering · 7 min read
Rigid-Flex PCB Cost Breakdown: What Drives Pricing and How to Optimize
Understand what makes rigid-flex PCBs expensive and how to reduce cost by 20-40% through design optimization. Covers material, layer count, flex zones, stiffeners, and volume pricing.
Quick Answer: What Does Rigid-Flex Cost?
| Configuration | Prototype (10 pcs) | Production (1000 pcs) |
|---|---|---|
| 2L flex only (simple FPC) | $200-400 | $2-5/pc |
| 4L rigid-flex (2R + 2F) | $800-1,500 | $15-30/pc |
| 6L rigid-flex (4R + 2F) | $1,200-2,500 | $25-50/pc |
| 8L rigid-flex (6R + 2F) | $2,000-4,000 | $40-80/pc |
| 10L+ rigid-flex (HDI) | $3,500-8,000 | $70-150/pc |
Compare to equivalent rigid-only:
- 4L rigid: $100-200 prototype, $3-6/pc production
- 6L rigid: $150-300 prototype, $5-10/pc production
The premium is 5-10x for rigid-flex vs rigid-only at the same layer count.
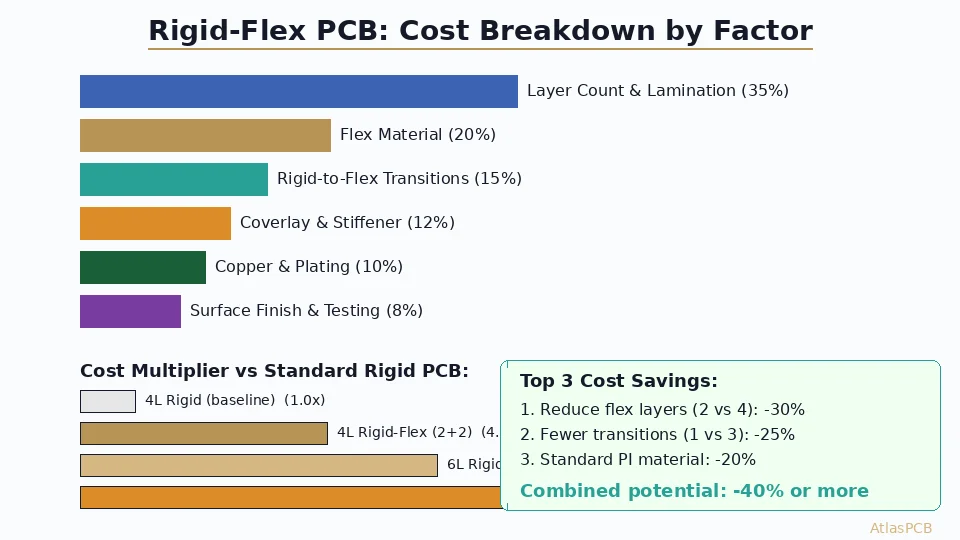
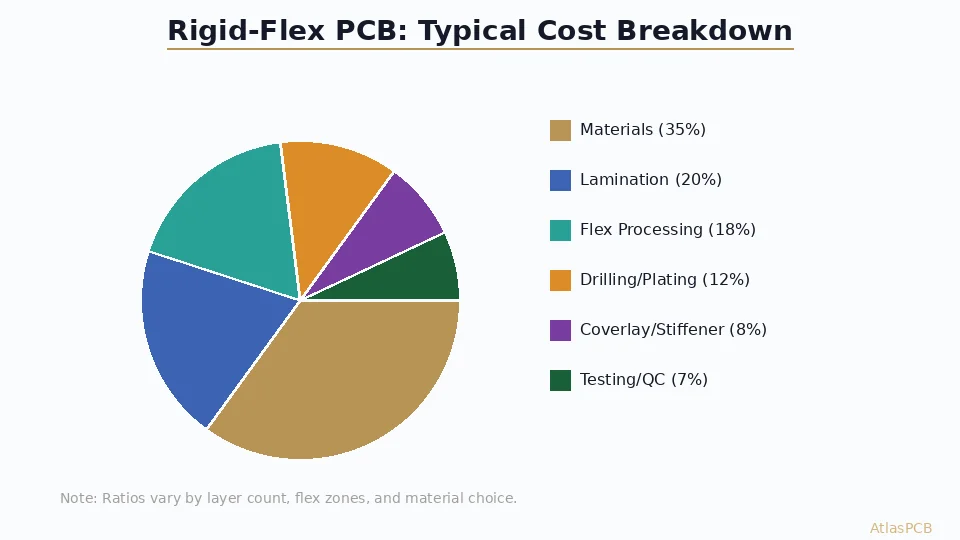
The Cost Breakdown: Where Your Money Goes
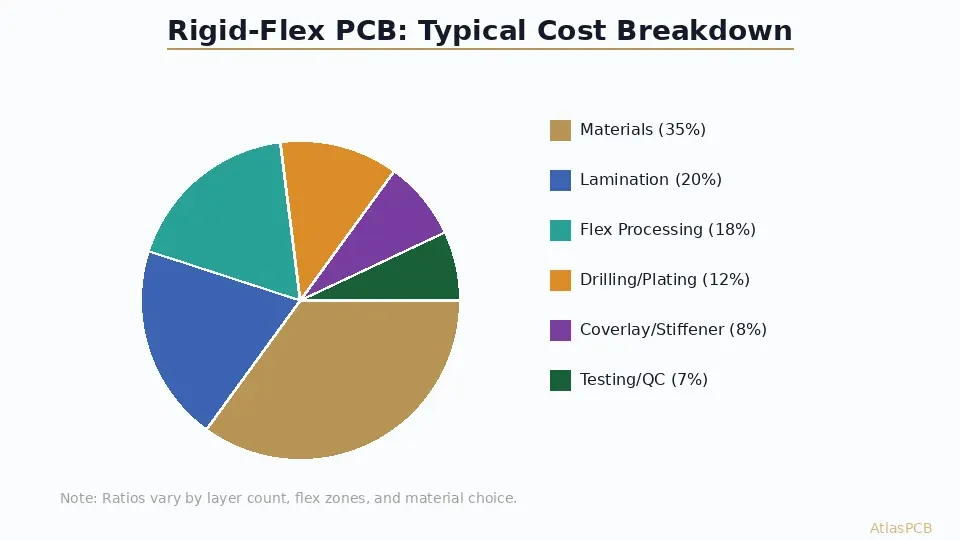
Materials (35% of total cost)
The single largest cost driver. Rigid-flex requires:
| Material | Cost vs FR-4 | Purpose |
|---|---|---|
| Polyimide flex core (Dupont Pyralux) | 4-6x FR-4 | Flex layers |
| Adhesiveless copper-clad | 3-4x standard | Better flex life |
| No-flow prepreg | 2-3x standard prepreg | Bonds rigid to flex without flowing into flex zone |
| Coverlay (polyimide + adhesive) | 2x solder mask | Protects flex copper |
| Stiffeners (FR-4, polyimide, or steel) | Additional | Supports components on flex zones |
Optimization: Use adhesiveless (2-layer) flex cores where possible. They cost less than 3-layer constructions and have better flex endurance.
Lamination (20% of total cost)
Rigid-flex boards require sequential lamination:
- First press: Bond flex core layers together
- Second press: Laminate rigid sections onto flex (with controlled no-flow prepreg)
- Sometimes third press: For complex bookbinder constructions
Each press cycle adds:
- $50-100 per panel in labor and machine time
- Risk of delamination (yield loss 5-15% per cycle)
- 1-2 days of production time
Standard rigid boards use a single press cycle.
Flex-Specific Processing (18% of total cost)
Unique steps that rigid boards skip:
- Coverlay application: Manual alignment and pressing of polyimide cover film
- Plasma de-smear: More critical for polyimide than FR-4
- Selective plating: Different copper thickness requirements for flex vs rigid zones
- Laser cutting/routing: Flex outlines require precision routing (not V-score)
- Controlled-depth routing: Removing rigid material without cutting flex layers
COST OPTIMIZATION
Get a Rigid-Flex Quote in 24 Hours
We break down costs by layer count, material, and flex zone complexity. Know exactly where your budget goes before committing.
Upload Design for Quote ›7 Ways to Reduce Rigid-Flex Cost by 20-40%
1. Minimize Flex Layer Count
Every flex layer adds polyimide material cost and lamination complexity.
- Best case: 1-2 flex layers (signals + ground reference)
- Expensive: 4+ flex layers with impedance control
- Cost savings: Reducing from 4 flex layers to 2 saves 25-30% on material alone
Route only essential connections through the flex zone. Move non-critical routing to the rigid sections.
2. Reduce Flex Zones
Each flex zone requires:
- Controlled-depth routing on both sides
- Separate coverlay alignment
- No-flow prepreg placement
Savings: Consolidating 3 flex zones into 1 longer flex zone can save 15-20%.
3. Use Coverlay Instead of Photoimageable Flex Mask
Photoimageable solder mask on flex:
- Costs 2-3x more than coverlay
- Cracks during repeated flexing
- Only needed when you have fine-pitch components ON the flex zone
Use standard coverlay (polyimide + acrylic adhesive) unless you need solder mask openings on the flex section.
4. Relax Trace/Space on Flex Layers
Flex layers using 3/3 mil trace/space require:
- Thinner copper (0.5 oz base + plating)
- Tighter etch control
- Higher yield loss
Using 4/4 mil or 5/5 mil on flex layers increases yield 10-15% and reduces per-unit cost.
5. Standard Panel Utilization
Rigid-flex boards often have odd shapes that waste panel space. Work with your fab to:
- Adjust board outline to maximize panels-per-sheet
- Allow rotation for better nesting
- Keep flex tails within a standard panel rectangle
Typical utilization: Rigid boards 75-85%. Rigid-flex 40-65%. Every 10% improvement in utilization directly reduces per-board cost by 10%.
6. Choose the Right Stiffener Material
| Stiffener | Cost | Best Use |
|---|---|---|
| FR-4 | Lowest | Component support, ZIF connector backing |
| Polyimide | Medium | Thin sections, tight fit |
| Stainless steel | Highest | EMI shielding + support |
| Aluminum | Medium-high | Heat dissipation areas |
Use FR-4 stiffeners unless you need specific thermal or EMI properties.
7. Design for Standard Bend Radius
Tight bend radii (< 6x flex thickness) require:
- Thinner copper (rolled annealed, not electrodeposited)
- Adhesiveless flex construction
- Additional flex testing (costs extra)
Design for 10x bend radius when possible. This allows standard materials and processes.
RIGID-FLEX SPECIALISTS
Up to 22-Layer Rigid-Flex Capability
From simple 2L flex tails to complex 22-layer rigid-flex with HDI microvias. We optimize your design for cost before production.
View Rigid-Flex Services ›When Rigid-Flex Saves Money (Total System Cost)
Rigid-flex looks expensive in isolation. But compare total system cost:
Scenario: Wearable medical device, 3 PCBs connected
Option A: Rigid + FPC cables
| Item | Cost per unit (1000 pcs) |
|---|---|
| 3x rigid PCBs (4L) | $15 |
| 2x FPC cables | $8 |
| 4x board-to-board connectors | $6 |
| Assembly labor (cable routing) | $4 |
| Connector failure rate (3% field return) | $9 (warranty) |
| Total | $42/unit |
Option B: Single rigid-flex
| Item | Cost per unit (1000 pcs) |
|---|---|
| 1x rigid-flex PCB (6L, 2 flex zones) | $35 |
| No cables, no connectors | $0 |
| Reduced assembly (single board) | -$2 |
| Lower failure rate (< 0.5%) | $1.50 |
| Total | $34.50/unit |
Rigid-flex wins by $7.50/unit at volume, plus:
- Smaller form factor (no connector height)
- Better reliability (no connector mating cycles)
- Lighter weight (critical for wearables)
The crossover point varies, but above 500 units/year, rigid-flex often wins on total cost.
DESIGN REVIEW
Not Sure If Rigid-Flex Is Right?
Send us your assembly — we compare rigid+cables vs rigid-flex total cost. Sometimes cables win. We will tell you honestly.
Compare Options ›Volume Pricing: What to Expect
| Volume | Price per unit (6L rigid-flex, 80x60mm) | Lead Time |
|---|---|---|
| 5 pcs (prototype) | $250-400 | 12-18 days |
| 50 pcs (pilot) | $80-150 | 12-15 days |
| 500 pcs | $35-60 | 15-20 days |
| 1,000 pcs | $25-45 | 18-25 days |
| 5,000 pcs | $18-30 | 20-30 days |
Volume breaks come from:
- Panel optimization (better utilization at scale)
- Material bulk pricing (polyimide sheets, coverlay rolls)
- Amortized tooling (routing programs, test fixtures)
- Yield improvement (process stabilizes after first 50 panels)
Standards and Documentation
| Standard | What It Covers |
|---|---|
| IPC-2223 | Sectional design standard for flexible/rigid-flex |
| IPC-6013 | Qualification and performance spec for flex/rigid-flex |
| IPC-6013 Class 3 | High-reliability (military, medical) rigid-flex |
| IPC-2223C Section 5 | Rigid-flex specific design rules |
| UL 796 | Flex circuit safety standard (UL recognition) |
Why Rigid-Flex Manufacturer Selection Matters More Than Standard PCBs
Rigid-flex PCB manufacturing is genuinely difficult. The yield rates are lower, the process windows are tighter, and the failure modes are subtler than standard rigid boards. Choosing the wrong manufacturer for rigid-flex is more costly than for any other PCB type, because a failed rigid-flex run wastes expensive materials and weeks of lead time.
What to look for in a rigid-flex PCB manufacturer:
Dedicated flex processing line. Rigid-flex cannot be manufactured on the same equipment and with the same processes as rigid-only boards. The polyimide handling, coverlay application, and controlled-depth routing require specialized equipment. A manufacturer that treats rigid-flex as a side capability rather than a core competency will have lower yields and longer lead times.
Bend radius verification. A qualified rigid-flex manufacturer validates minimum bend radius during DFM review and can provide test coupons demonstrating flex zone reliability at your specified bend count. They should catch common errors like trace routing perpendicular to the bend axis or vias placed too close to the rigid-flex transition zone.
Lamination cycle expertise. Rigid-flex with multiple flex zones requires sequential lamination — each zone is a separate press cycle with distinct parameters. Getting this wrong causes delamination that only appears after assembly or environmental testing. Ask about their sequential lamination capability and first-pass yield on multi-zone designs.
Cost transparency. Because rigid-flex is inherently expensive, you want a manufacturer who can show you exactly where your money goes and suggest design changes that reduce cost without affecting function. That is what this entire guide is about — and it is the service we provide with every rigid-flex quote at AtlasPCB.
AtlasPCB specializes in rigid-flex PCBs from simple single-zone prototypes to complex multi-zone production assemblies. Every rigid-flex order includes a free DFM review with specific cost optimization recommendations.
ATLASPCB
Get Your Rigid-Flex Quote — Cost Breakdown Included
We show you exactly where your money goes: materials, lamination, processing, testing. Optimize before you commit.
Get Detailed Quote ›Related Reading:
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our rigid-flex PCB manufacturing, or get an instant online PCB quote . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
- rigid-flex
- pcb-cost
- pricing
- manufacturing
- rigid-flex-pcb-manufacturer