· AtlasPCB Engineering · Engineering · 10 min read
PCBA Cost Breakdown 2026: Understanding BOM, Assembly, NRE, and Testing Charges
Transparent breakdown of PCB assembly costs — where your money actually goes, what drives each cost element, and practical strategies to reduce your per-unit PCBA price without sacrificing quality.
The Quick Numbers
For a mid-complexity board (4-6 layers, 150-300 SMD components, standard QFP/BGA packages), here is where your money goes at production volumes of 500-1000 units:
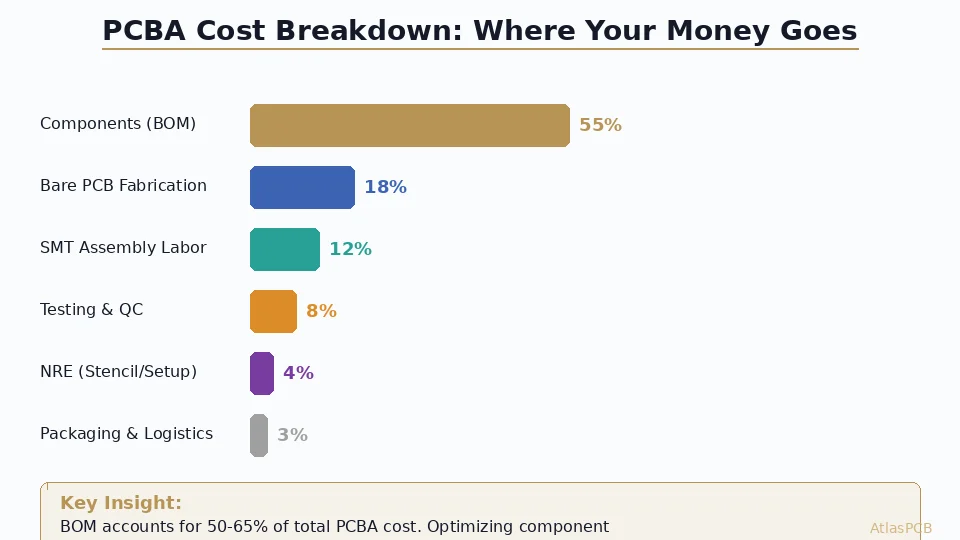
| Cost Element | % of Total | Typical Range (per board) | Main Driver |
|---|---|---|---|
| Components (BOM) | 50-65% | $15-80 | IC pricing, passives count |
| Bare PCB Fabrication | 15-20% | $2-8 | Layer count, material, size |
| SMT Assembly | 10-15% | $3-12 | Component count, fine-pitch |
| Testing and QC | 5-10% | $1-5 | ICT vs flying probe, coverage |
| NRE (one-time) | 3-5% | $0.50-3 (amortized) | Stencil, program, fixture |
| Packaging/Logistics | 2-4% | $0.50-2 | ESD packaging, shipping mode |
The single most impactful cost lever is your BOM. A 10% reduction in component cost saves more money than a 30% reduction in assembly charges, simply because BOM dominates the total.
Component Costs: The 55% You Can Optimize
The bill of materials is where most cost reduction efforts should focus, yet it is often the area engineers pay least attention to during design. The component cost is set the moment you finalize your schematic — every decision after that merely optimizes around what is already locked in.
In our experience processing assembly orders, we see three patterns that inflate BOM cost unnecessarily. First, over-specification of passive components: using 0.1% tolerance resistors where 1% is adequate, specifying automotive-grade (-40C to +125C) capacitors for consumer products that will never see below 0C. Second, single-source components that carry a premium because the buyer has no leverage. Third, end-of-life parts that are only available from brokers at 3-5x the original price.
Our procurement team tracks component pricing across Digi-Key, Mouser, LCSC, and direct distributor channels. On a typical 200-component BOM, switching 15-20 passives and connectors to pin-compatible alternatives from a second source saves 8-15% of total BOM cost without any design change. The key is catching these opportunities before order placement, not after.
For volume production, the BOM negotiation equation changes fundamentally. At 100 boards, you pay distributor list price. At 1000 boards, you qualify for quantity breaks (typically 10-25% off). At 10,000+, direct factory pricing from component manufacturers becomes accessible — but only if your BOM avoids single-source parts that cannot be negotiated.
TURNKEY PCBA
Get a Turnkey Assembly Quote with BOM Optimization
Upload your BOM and Gerbers — we source components at volume pricing and quote everything together.
Upload BOM and Gerber ›Bare PCB Fabrication: The 18% with Clear Cost Levers
The bare board is the second-largest cost element, and unlike BOM, its cost is almost entirely determined by your design choices. The key factors, in order of impact:
Layer count is the primary cost driver. Each additional pair of layers adds roughly 30-40% to the base cost because it requires an additional lamination cycle, more drilling passes, and additional imaging steps. A 4-layer board that could be redesigned as a 2-layer board (with careful routing and wider traces) saves 45-55% of fab cost. This is rarely possible for high-speed designs, but for simple IoT sensors and LED drivers, it is worth the layout effort.
Board dimensions and panel utilization represent hidden cost. A board measuring 98mm x 48mm fits 12 boards per standard 18x24-inch panel. If you could reduce it to 95mm x 45mm, you might fit 15 boards — a 25% improvement in panel utilization that directly reduces per-unit cost. Our process engineers check panel utilization for every new design and will suggest dimension adjustments when they see obvious waste.
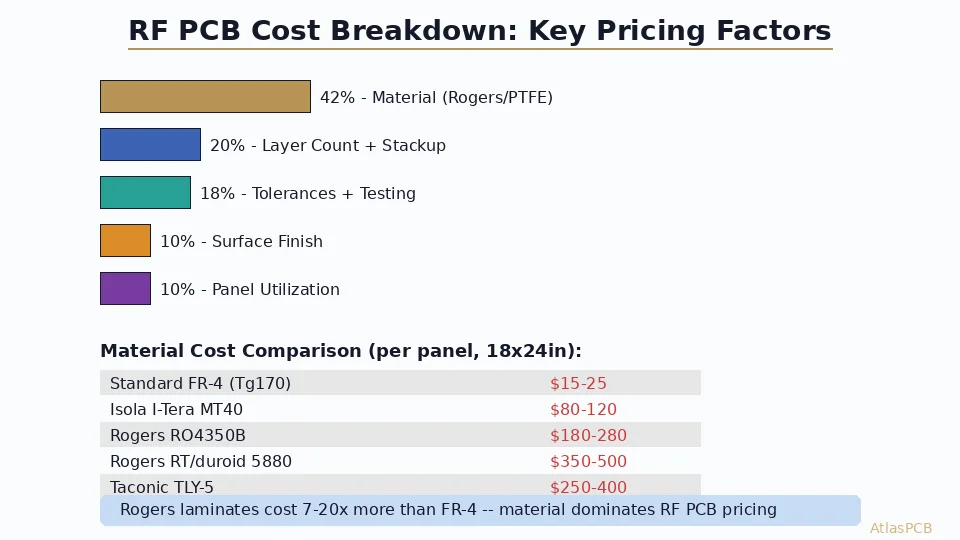
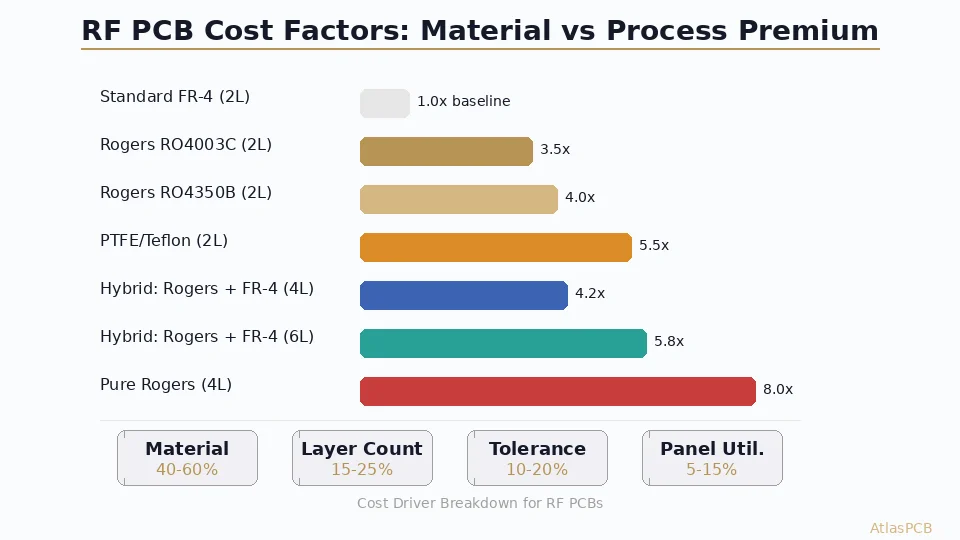
Material selection matters once you step beyond standard FR-4. High-Tg FR-4 (Tg170) adds 10-15% over standard. Rogers or Megtron materials add 60-200%. If your design routes high-speed signals only on two layers, consider a hybrid stackup approach that uses premium material only where needed.
Surface finish adds $0.10-2.50/board depending on type: OSP ($0), HASL ($0.20-0.50), ENIG ($1-2.50), Hard Gold ($3-8 for edge connectors). Choose the cheapest finish that meets your reliability and shelf-life requirements.
SMT Assembly: Understanding Per-Placement Pricing
Assembly houses typically charge using one of two models: per-placement pricing (common in Asia, $0.005-0.03 per pad) or setup + per-board pricing (common in the West, $200-500 setup + $5-15/board). Understanding which model your CM uses helps you optimize for it.
Under per-placement pricing, every component pad costs the same regardless of size — a 0402 capacitor costs the same as a QFP-208. The cost optimization strategy is simple: reduce total pad count by consolidating components where possible (use arrays instead of individual discretes), eliminating unnecessary test points, and using integrated solutions that replace multiple discretes (a USB-C PD controller with built-in FETs vs. discrete MOSFET + controller).
Under per-board pricing, the economics differ. Here, fine-pitch components (0.4mm BGA, 0201 passives) drive cost because they require tighter stencil tolerances, slower placement speeds, and higher reflow profile control. A design with 400 standard-pitch pads might cost the same as one with 200 pads but including a 0.4mm-pitch BGA that requires step-stencil and X-ray inspection.
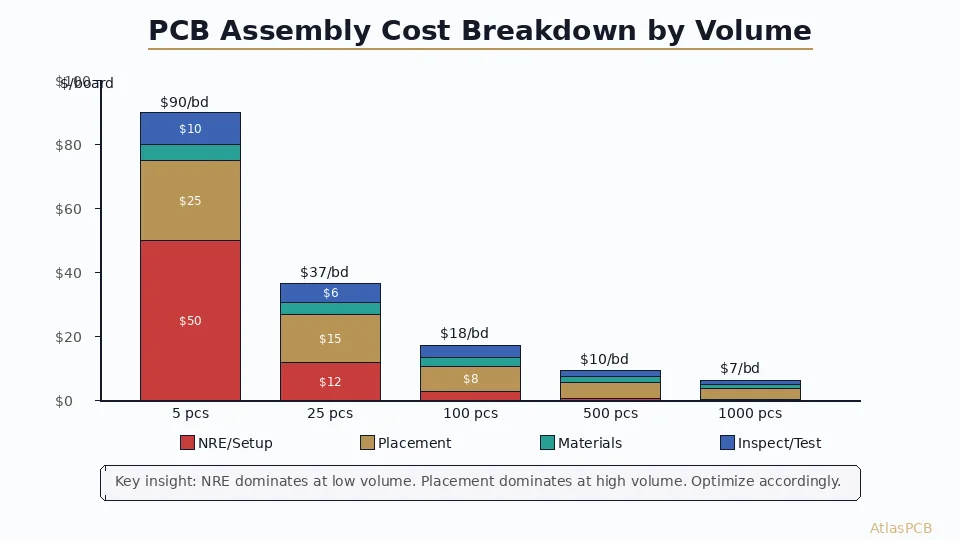
In our facility, we see assembly costs drop 20-30% between the prototype run (5-10 boards) and first production batch (100+ boards). The dominant reason is not volume efficiency on the SMT line — it is the elimination of setup overhead amortization. A $300 stencil costs $60/board for 5 units but only $0.30/board for 1000 units.
ASSEMBLY PRICING
Transparent Per-Board Pricing, No Hidden Fees
See exactly what assembly, testing, and NRE costs before committing.
Get Detailed Quote ›Testing and QC: What Each Method Costs
Testing typically represents 5-10% of total PCBA cost, but the right testing strategy prevents far more expensive field failures. Here is what each test method costs and when to use it:
Visual inspection (AOI) — $0.30-1.00/board. Automated optical inspection catches solder bridges, missing components, tombstoning, and polarity errors. This is standard on every SMT line and should be included in your base assembly price. If your CM charges extra for AOI, you are probably being overcharged on other line items.
In-Circuit Test (ICT) — $0.50-3.00/board + $2000-8000 fixture. ICT uses a bed-of-nails fixture to verify every component value and solder joint. Economical for volumes above 500 boards where the fixture cost amortizes. Requires test pad access in your layout — if you did not design for ICT, it is too late to add it.
Flying Probe — $1-5/board, no fixture. Tests the same electrical parameters as ICT but uses moving probes instead of a fixed fixture. Ideal for prototype and low-volume (under 200 boards) because there is no upfront tooling cost. Slower than ICT (30-120 seconds/board vs. 5-10 seconds).
Functional Test — $2-20/board + custom fixture ($500-5000). Powers the board and verifies it performs its intended function. Essential for anything safety-critical or customer-facing. The cost varies enormously depending on test complexity — a simple LED driver needs 30 seconds of testing while a mixed-signal data acquisition board might need 5 minutes of parametric verification.
X-ray inspection — $3-10/board (spot check) or $1-3/board (sample-based). Required for BGA and QFN packages where solder joints are hidden. If your design uses BGAs, budget for X-ray. There is no other way to verify solder void percentage and joint quality beneath the package.
NRE Charges: One-Time Costs That Surprise First-Time Buyers
Non-Recurring Engineering charges are the line items that catch engineers off guard on their first production order. Unlike per-unit costs that scale with volume, NRE is paid once regardless of whether you order 10 boards or 10,000.
| NRE Item | Typical Cost | Notes |
|---|---|---|
| SMT stencil (framed) | $80-200 | One per unique design, lasts 10,000+ prints |
| SMT stencil (frameless) | $30-80 | For prototypes, shorter life |
| Programming | $50-200 | First-article MCU/FPGA programming setup |
| Test fixture (ICT) | $2000-8000 | Only for volumes > 500 |
| Test fixture (functional) | $500-5000 | Complexity-dependent |
| Panel tooling | $50-200 | V-score or tab-route for new outlines |
| First article report | $100-300 | Measurement report per customer spec |
The smart approach to NRE: ask for a combined quote that shows NRE line items separately from per-unit costs. Then calculate your “break-even volume” — the quantity at which NRE amortizes to less than 5% of per-unit cost. For a $300 stencil + $100 setup, that break-even is roughly 80 boards (NRE = $5/board = ~5% of a $100 PCBA). Below that volume, prototype pricing with frameless stencils and no ICT fixture makes more sense.
COST TRANSPARENCY
No Hidden Charges — Full Cost Breakdown Upfront
Every quote shows NRE, per-unit, testing, and component costs as separate line items.
Get Itemized Quote ›Five Strategies to Reduce Total PCBA Cost
Based on hundreds of production orders we have processed, here are the highest-impact cost optimization strategies ranked by typical savings:
1. BOM consolidation and second-sourcing (saves 10-20% of total). Map every single-source component to a pin-compatible alternative. Consolidate passive values — if you use both 4.7K and 4.99K resistors, check if one value works for both applications. Fewer unique part numbers means fewer reels on the SMT line, faster changeover, and better volume pricing.
2. Panel utilization optimization (saves 5-15% of PCB cost). Work with your fabricator to maximize boards per panel. Even a 2mm reduction in board outline can add 1-2 extra boards per panel at high volumes. Consider panelization strategies including V-score and tab routing during the design phase, not after.
3. Design for standard processes (saves 10-25% of assembly cost). Avoid exotic requirements that trigger special handling: minimum 0402 passives (not 0201), standard 0.5mm-pitch BGA (not 0.3mm), single-sided placement where possible, and reflow-only (no selective solder or hand-placement requirements).
4. Test strategy right-sizing (saves $1-5/board). Not every board needs functional testing in production if your AOI coverage is high and your design uses standard, proven component combinations. For commercial-grade products with low consequence of failure, AOI + flying probe on sample may be sufficient. Reserve full ICT + functional test for automotive, medical, or aerospace builds.
5. Volume commitment and scheduling flexibility (saves 5-15% overall). Committing to quarterly blanket orders at fixed volumes gets you better component pricing, eliminates per-batch setup repetition, and allows the CM to schedule your job during lower-demand periods with better line utilization.
ATLASPCB
Get Your PCBA Cost Optimized Today
Upload your BOM and Gerbers for a complete turnkey quote. We identify cost savings opportunities and provide transparent line-item pricing.
Get Turnkey PCBA Quote ›Reviewed by AtlasPCB Engineering Team — 15+ years in advanced PCB fabrication for RF, HDI, and rigid-flex applications.
Related Reading:
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our full PCB manufacturing capabilities, or get an instant online quote . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
- pcba-cost
- assembly
- manufacturing
- procurement