· AtlasPCB Engineering · Engineering · 8 min read
PCB Solder Mask Application: LPI vs Dry Film vs Inkjet Processes Compared
Compare PCB solder mask application methods—liquid photoimageable (LPI), dry film, and inkjet—with detailed analysis of resolution capability, thickness control, cost factors, and suitability for HDI, flex, and high-frequency applications.
Introduction: The Critical Role of Solder Mask
Solder mask is often treated as an afterthought in PCB design, yet it directly impacts manufacturing yield, assembly quality, and long-term reliability. This polymer coating serves multiple essential functions:
- Prevents solder bridging between adjacent pads during assembly
- Protects copper traces from oxidation, contamination, and handling damage
- Provides electrical insulation between conductors on the outer layers
- Improves aesthetics and enables component identification via silkscreen adhesion
- Enhances surface insulation resistance (SIR) in humid environments
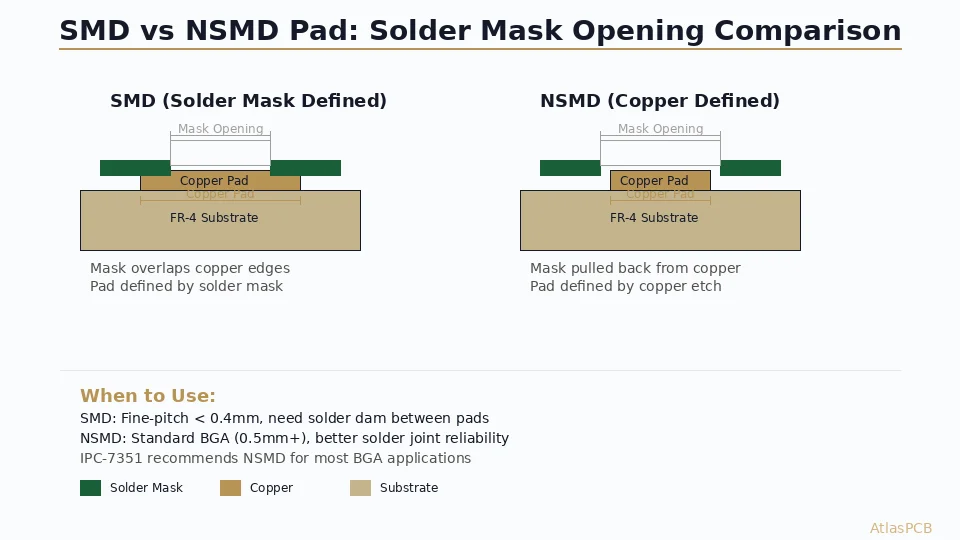
For modern fine-pitch designs—0.4mm BGA, 01005 passives, and QFN packages—solder mask resolution directly determines whether assembly is feasible. A solder mask dam that bridges between 0.4mm-pitch pads requires ≤75μm width, pushing traditional processes to their limits.
This guide compares three solder mask application technologies, helping designers and fabricators select the optimal process for each application.
Liquid Photoimageable (LPI) Solder Mask
Process Overview
LPI solder mask is the workhorse of the PCB industry, accounting for approximately 85% of global production volume.
Process flow:
- Surface preparation: Chemical cleaning, micro-etching (1-2μm copper removal)
- Coating application: Curtain coating, screen printing, or spray coating
- Pre-cure (tack-dry): 75-85°C for 20-30 minutes — removes solvents, creates handleable film
- Exposure: UV light through phototool (400-800 mJ/cm² typical)
- Development: 1% Na₂CO₃ solution dissolves unexposed areas
- Final cure: 150°C for 60 minutes — completes thermal polymerization
- Inspection: Verify dam integrity, coverage, and registration
Coating Methods Compared
Curtain coating:
- Best thickness uniformity (±3μm on flat areas)
- Limited to rigid, flat boards
- Highest throughput (20+ panels/hour)
- Coating thickness: 20-40μm typical
Screen printing:
- Most versatile (handles board topography)
- Double-pass printing achieves 25-35μm per side
- Registration limited by screen stretch (±50μm)
- Suitable for heavy copper (3-6oz) boards
Spray coating:
- Best for complex topography (step cavities, thick copper)
- Uniform coverage on vertical surfaces of copper features
- Higher material waste (50-60% transfer efficiency)
- Preferred for [HDI PCBs]/blog/hdi-pcb-stackup-design-advanced/) with significant copper height variation
LPI Performance Specifications
| Parameter | Standard LPI | High-Resolution LPI |
|---|---|---|
| Min. dam width | 75-100μm | 50-75μm |
| Min. opening | 75μm | 50μm |
| Thickness uniformity | ±5μm | ±3μm |
| Dk @ 1GHz | 3.5-4.2 | 3.0-3.5 (low-Dk) |
| Df @ 1GHz | 0.025-0.035 | 0.015-0.020 |
| Pencil hardness | 6H-8H | 6H-8H |
| Adhesion (crosshatch) | 5B | 5B |
| Flame rating | UL94 V-0 | UL94 V-0 |
| Operating temp range | -65°C to +150°C | -65°C to +150°C |
| Moisture absorption | <1.0% (24h) | <0.8% (24h) |
Advantages and Limitations
Advantages:
- Lowest cost per panel (mature, high-volume process)
- Wide material supplier base (Taiyo, Tamura, Sun Chemical, Coates)
- Excellent chemical resistance post-cure
- Wide color selection (green, blue, red, black, white, yellow)
- Well-characterized electrical properties
- UL/IPC qualified materials available
Limitations:
- Requires phototool (film or glass)—adds tooling cost for prototypes
- Development step causes undercutting (limits resolution)
- Thickness variation over copper features (thin on edges, thick in channels)
- Two-sided processing required for double-sided boards
- Solvent-based formulations have VOC concerns
Dry Film Solder Mask
Process Overview
Dry film solder mask uses pre-formed polymer films laminated to the PCB surface, similar to photoresist in inner layer imaging.
Process flow:
- Surface preparation: Chemical clean, micro-etch
- Lamination: Hot-roll or vacuum lamination at 80-110°C
- Exposure: UV through phototool (same as LPI)
- Development: Alkaline developer removes unexposed areas
- Final cure: 150-160°C for 30-45 minutes
- Inspection: Verify coverage and registration
When to Choose Dry Film
Dry film solder mask excels in specific applications:
Flex circuits:
- Maintains uniform thickness across the entire surface
- No pooling in corners or thinning over traces
- Flexible formulations available for dynamic flex applications
- Better than liquid for maintaining controlled impedance
Cavity PCBs and step structures:
- Bridges across step heights without thinning
- Maintains defined thickness in stepped areas
- No dripping or flowing during lamination
Tight thickness control:
- ±2μm thickness variation (vs. ±5μm for LPI)
- Critical for [controlled impedance]/blog/controlled-impedance-pcb-stackup-design-rules-en/) applications where solder mask thickness affects characteristic impedance
- Medical devices requiring consistent surface insulation resistance
Dry Film Performance Specifications
| Parameter | Standard Dry Film | High-Flex Dry Film |
|---|---|---|
| Available thickness | 15, 25, 38, 50μm | 12, 15, 25μm |
| Thickness tolerance | ±2μm | ±2μm |
| Min. dam width | 100-125μm | 100μm |
| Elongation to break | 2-5% | 8-15% |
| Flex cycles (R=2mm) | 1,000 | 100,000+ |
| Dk @ 1GHz | 3.3-3.8 | 3.2-3.5 |
| Chemical resistance | Good | Moderate |
| Adhesion to PI | Excellent | Excellent |
Limitations of Dry Film
- Higher cost: Material cost is 3-5× LPI per panel
- Resolution limits: Minimum features 100-125μm (film thickness prevents finer)
- Conformity issues: Cannot follow complex topography (step heights >50μm)
- Limited availability: Fewer qualified suppliers (DuPont, Hitachi Chemical, Toray)
- Processing window: Narrower than LPI — sensitive to lamination temperature
Inkjet Solder Mask
Process Overview
Inkjet solder mask represents the newest technology in solder mask application, using digital printing to deposit material directly without phototools.
Process flow:
- Surface preparation: Chemical clean, plasma treatment (optional for adhesion)
- Data preparation: Convert Gerber/ODB++ to print data with registration compensation
- Printing: Piezoelectric inkjet heads deposit UV-curable material
- UV pin cure: Immediate UV LED exposure pins material after deposition
- Full UV cure: Flood UV exposure for complete polymerization
- Thermal post-cure: 150°C for 30 minutes for maximum hardness
- Inspection: Automated optical verification
Technology Details
Print head technology:
- Piezoelectric drop-on-demand heads (Fujifilm Dimatix, Konica Minolta)
- Drop volume: 2-12 picoliters
- Native resolution: 1200-2400 DPI
- Print speed: 0.5-2 panels/minute (depending on coverage)
Material deposition:
- Multiple passes build up to required thickness
- Edge definition controlled by drop spreading and pin-cure timing
- Grayscale printing enables thickness variation within single panel
- Registration via fiducial recognition (±15μm accuracy)
Performance Specifications
| Parameter | Current Inkjet | Next-Generation (2027) |
|---|---|---|
| Min. dam width | 50-75μm | 35-50μm |
| Min. opening | 50μm | 30μm |
| Thickness range | 10-60μm (programmable) | 5-80μm |
| Registration | ±15μm | ±10μm |
| Throughput | 30-60 panels/hour | 80-120 panels/hour |
| Color options | Green, black | Multiple |
| Dk @ 1GHz | 3.3-3.8 | 3.0-3.5 |
Advantages of Inkjet
No phototools required:
- Eliminate film cost ($50-200 per layer for each design)
- Instant design changes — modify and print immediately
- Ideal for prototyping and short-run production
- Reduced lead time (24-48 hours versus 1 week with film)
Zero material waste:
- Material deposited only where needed
- No development chemistry (no waste water treatment)
- No residual film to dispose of
- Environmental benefit: 90% less chemical waste than LPI
Programmable thickness:
- Different thickness in different board areas
- Thicker over high-voltage areas for enhanced insulation
- Thinner over impedance-critical traces to minimize Dk impact
- Taper profiles possible for smooth transitions
Resolution advantage:
- No undercutting from development (material stays where printed)
- Sharp edge definition from immediate pin-cure
- Best minimum dam width of all three technologies
- Enables 0.3mm-pitch BGA without solder mask between pads
Current Limitations
- Higher equipment cost: $500K-2M per print system
- Throughput: Slower than curtain coating for high-volume production
- Material availability: Fewer qualified ink suppliers
- Adhesion: Requires surface treatment optimization for each substrate
- Film properties: Generally lower hardness than fully-cured LPI
- Color limitations: Currently limited to green and black for most suppliers
Need Help Selecting Solder Mask for Your Design?
AtlasPCB offers all three solder mask technologies — LPI, dry film, and inkjet — optimized for your application requirements. Our DFM team reviews solder mask design rules as part of every quotation.
Request DFM Review →Technology Selection Guide
Decision Matrix
| Application | Recommended Technology | Reason |
|---|---|---|
| High-volume rigid PCB | LPI (curtain coating) | Lowest cost, highest throughput |
| Fine-pitch BGA (≤0.4mm) | Inkjet or high-res LPI | Resolution requirements |
| Flex/rigid-flex | Dry film or flex LPI | Uniform thickness, flexibility |
| Prototyping/NPI | Inkjet | No tooling, fastest turnaround |
| RF/microwave | Low-Dk LPI or inkjet | Electrical performance |
| High-voltage (>500V) | LPI or inkjet (thick) | Thick film for dielectric strength |
| Automotive (-40 to +150°C) | LPI | Best thermal/chemical resistance |
| Medical implants | Dry film | Thickness control, biocompatibility |
Cost Comparison
For a standard 4-layer, 18×24” panel:
| Cost Factor | LPI | Dry Film | Inkjet |
|---|---|---|---|
| Material/panel | $2-4 | $8-15 | $3-6 |
| Tooling (phototool) | $150-300 | $150-300 | $0 |
| Chemistry/panel | $1-2 | $1-2 | $0.50 |
| Labor/panel | $3-5 | $5-8 | $2-3 |
| Equipment depreciation | $1-2 | $2-3 | $4-8 |
| Total per panel | $7-13 | $16-28 | $10-17 |
| Break-even vs inkjet | >5 panels | N/A | 1-5 panels |
DFM Guidelines by Technology
Designing for LPI:
- Minimum dam width: 4mil (100μm) standard, 3mil (75μm) advanced
- Minimum opening: 3mil (75μm) over pad
- Solder mask registration: ±2mil (50μm) to copper features
- Web width between openings: ≥4mil
- Oversize pad openings by 2-3mil per side for registration tolerance
Designing for Dry Film:
- Minimum dam width: 4-5mil (100-125μm)
- Minimum opening: 4mil (100μm)
- Avoid step heights >2mil (50μm) under mask
- Design for uniform copper distribution under mask area
- Specify tent-and-etch or fill-and-cap for vias (no open vias under film)
Designing for Inkjet:
- Minimum dam width: 2-3mil (50-75μm)
- Minimum opening: 2mil (50μm)
- Specify thickness requirements per area if variable thickness is needed
- Include fiducials for registration (0.5mm circle minimum)
- Consider surface roughness requirements for ink adhesion
Solder Mask Color and Material Selection
Color Effects on Performance
| Color | Dk Impact | Thermal Performance | Inspection Quality | Cost Premium |
|---|---|---|---|---|
| Green | Baseline | Good (standard) | Best (highest contrast) | None |
| Blue | +5% Dk | Good | Good | +5% |
| Red | +3% Dk | Good | Good | +5% |
| Black | +8% Dk | Poor (absorbs heat) | Poor (low contrast) | +10% |
| White | +2% Dk | Good (reflects heat) | Good | +10% |
| Matte black | +10% Dk | Poor | Very poor | +15% |
| Clear/none | N/A | Best | N/A | Variable |
Practical implications:
- Choose green for best manufacturing yield (AOI can detect defects easily)
- Avoid black matte for fine-pitch designs (inspector can’t see dam defects)
- Use white for LED applications (maximizes light reflection)
- Specify clear or no mask over [RF traces]/blog/pcb-hybrid-stackup-rogers-fr4/) above 10GHz
Advanced Solder Mask Materials
Low-Dk solder mask:
- Dk: 3.0-3.3 at 1GHz (vs 3.5-4.2 standard)
- Required for 25+ Gbps signals where mask covers traces
- Available from Taiyo (PSR-4000 LDI series)
- Cost premium: 30-50%
Halogen-free solder mask:
- Meets IEC 61249-2-21 requirements
- Required for European automotive (GADSL compliance)
- Slightly higher Dk but acceptable for most applications
- Becoming standard for new designs per [environmental compliance]/blog/pcb-halogen-free-materials-guide/)
High-temperature solder mask:
- Operating range extended to +200°C continuous
- Required for under-hood automotive, downhole drilling
- Polyimide-based or modified epoxy formulations
- Must maintain adhesion through lead-free reflow (260°C peak)
Troubleshooting Common Solder Mask Defects
LPI-Specific Defects
Wrinkles/orange peel:
- Cause: Too-rapid solvent evaporation during tack-dry
- Solution: Reduce oven temperature, increase drying time, improve air circulation
Poor adhesion (peeling):
- Cause: Inadequate micro-etch, contaminated surface, insufficient cure
- Solution: Increase micro-etch depth (2μm minimum), verify cleanliness, extend cure time
Undercutting (eroded dams):
- Cause: Over-development (too long, too concentrated, too hot)
- Solution: Reduce development time by 10-15%, verify solution concentration, add temperature control
Skip/holidays (uncovered areas):
- Cause: Air bubbles in coating, insufficient wetting, contamination spots
- Solution: Defoam material, improve surface energy (plasma treatment), verify coating parameters
Inkjet-Specific Defects
Satellite drops (small droplets around main features):
- Cause: Improper waveform driving, ink viscosity too low
- Solution: Optimize piezo waveform parameters, adjust ink temperature
Pinholes:
- Cause: Dust contamination, degassing, insufficient coverage
- Solution: Class 1000 cleanroom, degas ink, add additional print pass
Delamination:
- Cause: Poor surface energy matching, inadequate cure
- Solution: Plasma pretreatment, optimize UV dose, verify adhesion on process samples
Future Trends
The solder mask landscape is evolving rapidly:
- Inkjet adoption acceleration: Equipment costs decreasing 15% annually; expected to capture 25% of market by 2028
- Embedded functionality: Solder mask materials incorporating EMI shielding particles
- Selective thickness: Digital deposition enabling variable thickness per design requirement
- Sustainability: Water-based formulations eliminating organic solvents entirely
- AI-driven optimization: Machine learning adjusting process parameters in real-time
Conclusion
Solder mask selection is no longer a simple “green LPI” default. Modern PCB applications—from [ultra-fine-pitch BGAs]/blog/bga-rework-reballing-process-guide/) to high-frequency RF designs—demand careful technology selection based on resolution, thickness, flexibility, and electrical requirements.
Key takeaways:
- LPI remains optimal for high-volume production of standard rigid PCBs
- Dry film delivers unmatched thickness uniformity for flex and controlled-impedance applications
- Inkjet provides the best resolution and fastest turnaround for prototyping and fine-pitch designs
- Color selection impacts both manufacturing yield and electrical performance
- DFM rules differ significantly between technologies—design early for your target process
Need manufacturing guidance for your next design? AtlasPCB’s engineering team can recommend the optimal solder mask technology based on your design requirements, volume, and performance targets. Contact us for a DFM review — it’s included with every quotation.
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our RF and high-frequency PCB services, free engineering DFM review, or get an full PCB manufacturing capabilities . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
- solder mask
- PCB manufacturing
- LPI
- dry film
- inkjet printing
- surface finish
- DFM