· AtlasPCB Engineering · Engineering · 9 min read
PCB Small-Batch Pricing: How Volume Affects Unit Cost from 5 to 500 Pieces
Transparent analysis of PCB unit pricing across small production volumes. Understand the NRE-to-unit-cost crossover, optimal order quantities for each board complexity, and strategies to minimize per-piece cost without committing to mass production.
Unit Cost Quick Reference: Standard 4-Layer FR-4 Board (100x80mm, 1.6mm, ENIG)
| Quantity | Unit Cost | Total Order | NRE % of Total | Key Cost Driver |
|---|---|---|---|---|
| 5 pcs | $45-80 | $225-400 | 55-70% | Setup and tooling dominate |
| 10 pcs | $28-50 | $280-500 | 35-50% | Still NRE-heavy |
| 25 pcs | $16-32 | $400-800 | 20-30% | Approaching material cost floor |
| 50 pcs | $12-25 | $600-1250 | 12-18% | Sweet spot begins |
| 100 pcs | $8-18 | $800-1800 | 8-12% | Optimal efficiency zone |
| 250 pcs | $6-14 | $1500-3500 | 5-8% | Volume pricing kicks in |
| 500 pcs | $5-12 | $2500-6000 | 3-5% | Near mass-production pricing |
Critical insight: The price per unit drops 60% between 5 and 50 pieces, but only 30% between 50 and 500. Most of the savings come from amortizing fixed costs, not from material or processing efficiencies.
Why Prototype Pricing Feels Painful: The NRE Breakdown
Engineers often experience sticker shock when their first prototype quote arrives. A board that will cost $6 per unit at volume quotes at $65 per unit for 5 pieces. The disconnect is not margin gouging — it is fixed-cost math.
Here is what actually goes into a small-batch PCB order that does not scale with quantity:
Engineering review and CAM processing: $50-150 Every new design requires a CAM engineer to review Gerbers, generate tooling data, create panelization arrays, verify design rules, and set up impedance coupon structures. This takes 1-4 hours depending on complexity, regardless of whether you order 5 or 500 boards. In our facility, complex HDI designs often require 4-6 hours of engineering time before a single panel enters production.
Tooling and imaging: $80-200 Photomasks or direct imaging setups must be generated for each layer. A 6-layer board requires 8-10 imaging datasets (copper layers, solder mask, silkscreen, drill). These are generated once and used for every panel in the order — so 1 panel or 50 panels costs the same in tooling.
Panel setup and registration: $30-80 Each production run requires machine setup: drilling programs, lamination sequences, plating bath adjustments, and AOI programming. Setup time is identical whether you run one panel or twenty.
Electrical test: $50-100 Flying probe test requires programming pin coordinates for your specific design. This programming cost is fixed per design, not per board. At volumes above 200-500 pieces, manufacturers switch to bed-of-nails fixtures ($300-800 fixture cost) which reduce per-unit test cost dramatically.
Material minimum purchase: $20-80 surcharge Copper clad laminates, prepregs, and specialty materials come in sheet quantities. If your order requires less than one standard sheet, you still pay for the full sheet. For standard FR-4, this is minimal. For Rogers 4350B or high-Tg specialty laminates, the minimum purchase can exceed $200 per sheet.
When you total these fixed costs ($230-610), divide by 5 boards, and add actual per-unit processing costs ($8-15), you get your prototype unit price. The math is straightforward — it is not the manufacturer adding excessive margin.
TRANSPARENT PRICING
See Exactly What Your Board Costs at Any Volume
Our quotes break down NRE, unit cost, and tooling separately so you can plan your prototype-to-production cost trajectory. No hidden fees.
Get Itemized Quote ›The Volume Pricing Curve: Where Each Price Break Happens
Understanding where pricing breaks occur helps you make smarter ordering decisions. The curve is not smooth — it has distinct inflection points driven by manufacturing logistics.
5 to 10 pieces (single-panel territory): Both quantities fit on one production panel. The only difference is whether you array 5 or 10 units per panel (or run 1-2 panels). Unit cost drops 15-25% simply because the same fixed costs divide by more units. This is the easiest savings: if you might need 10 boards, order 10 — the marginal cost of the extra 5 is minimal.
10 to 50 pieces (1-3 panel range): This is where the steepest unit cost reduction occurs. At 50 pieces, you are typically running 3-8 panels (depending on board size and panelization). The NRE is now divided across enough units to become negligible per-piece. Material utilization improves because you can optimize array layout. Some manufacturers offer “batch pricing” at 25 or 50 piece thresholds where they schedule your job alongside similar orders.
50 to 100 pieces (production batch pricing): At this volume, manufacturers begin treating your order as a standard production run rather than a prototype job. You may benefit from: batch material purchasing at lower per-sheet cost, production scheduling efficiencies (running consecutive panels without machine changeover), and reduced per-unit test time (flying probe optimized for throughput rather than minimum fixtures).
100 to 500 pieces (small production run): The per-unit cost reduction flattens considerably. Most of the savings now come from: negotiated material pricing (buying 10+ sheets of laminate), electrical test fixture investment (bed-of-nails at $300-800 saves $0.50-2 per unit versus flying probe), and scheduling priority (larger orders get scheduled more efficiently). The difference between 200 and 500 pieces might only be 5-15% per unit.
In our production planning, we advise customers in the 100-500 range to consider whether the 5-15% per-unit savings at higher quantities justifies the cash commitment and inventory carrying cost. For many hardware startups, 100-200 pieces covers initial production and early customer shipments without overcommitting capital.
Pricing by Board Complexity: How Technology Shifts the Curve
The standard 4-layer FR-4 board analyzed above represents the simplest pricing scenario. As design complexity increases, both the fixed costs and per-unit costs change — and the volume at which pricing becomes “reasonable” shifts significantly.
| Board Type | NRE (Fixed) | Unit Cost at 50pcs | Unit Cost at 500pcs | Sweet Spot Qty |
|---|---|---|---|---|
| 2-layer FR-4 | $150-250 | $4-8 | $1.50-4 | 25-50 pcs |
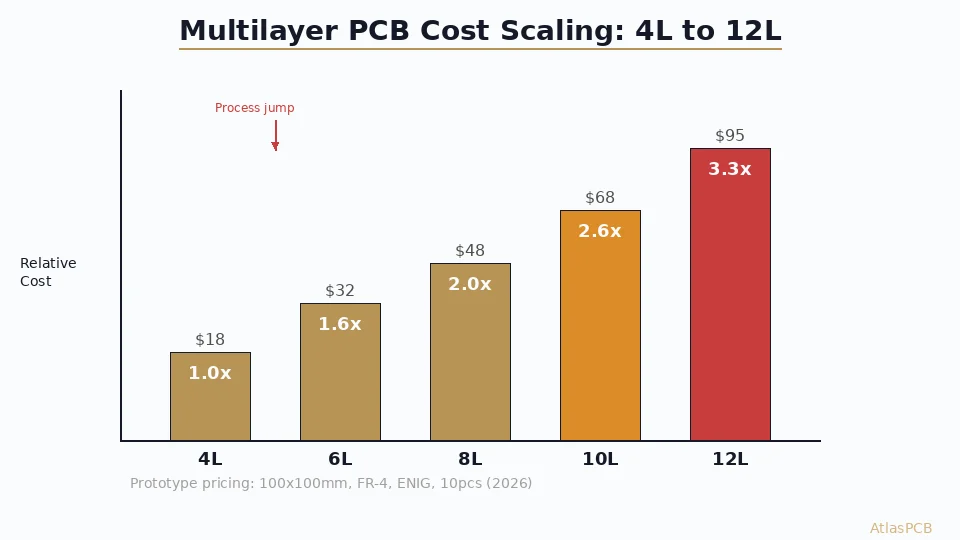
| 4-layer FR-4 standard | $250-450 | $12-25 | $5-12 | 50-100 pcs |
| 6-layer FR-4 impedance-controlled | $350-600 | $18-35 | $8-18 | 50-100 pcs |
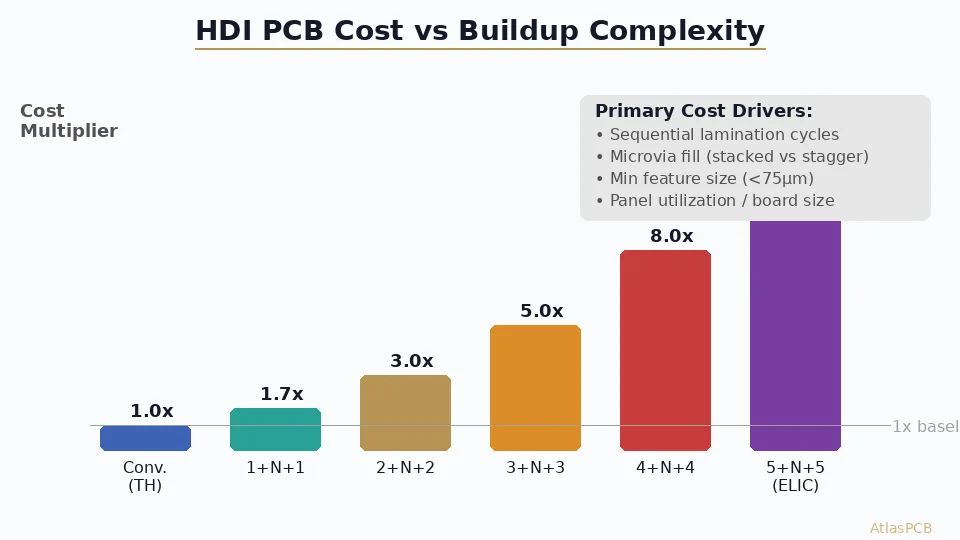
| 8-layer HDI (1+N+1) | $500-900 | $35-65 | $15-30 | 100-200 pcs |
| 10+ layer HDI (2+N+2) | $800-1500 | $55-100 | $25-50 | 100-200 pcs |
| 4-layer RF (Rogers) | $400-700 | $25-50 | $12-25 | 50-100 pcs |
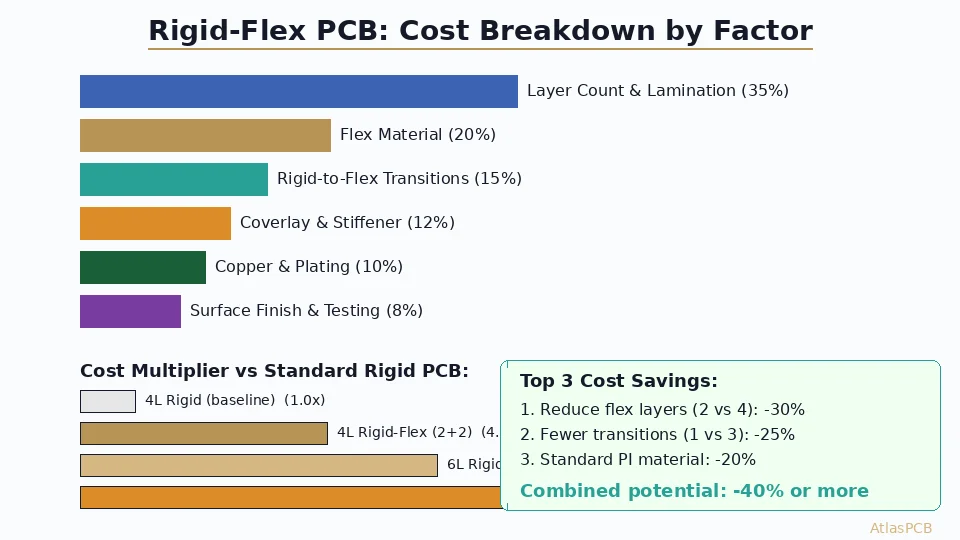
| 6-layer rigid-flex | $600-1200 | $60-120 | $30-65 | 100-200 pcs |
The key pattern: complex boards have higher NRE, which means the cost reduction curve extends further before flattening. For HDI and rigid-flex designs, you often need 100-200 pieces before reaching the “flat” portion of the pricing curve. This has practical implications for hardware startup go-to-market strategies — if your BOM requires an HDI board, your cost-optimized pilot production volume is higher than simple designs.
VOLUME PRICING COMPARISON
Need Pricing at Multiple Quantities? We Quote All Volumes in One Response.
Send your design once, get pricing at 10/50/100/500/1000 quantities so you can plan your production ramp intelligently.
Compare Volume Pricing ›Practical Strategies to Reduce Small-Batch Cost
Based on our experience optimizing orders for hardware startups and small-production customers, these strategies consistently deliver 15-40% cost reduction without changing your design:
Panelize multiple designs together. If you have 3 different boards for the same product (main board, daughter card, power supply), array them on a single panel. You pay one set of NRE instead of three. This alone can save $200-500 in tooling and engineering costs. We regularly panelize 2-4 different designs for customers on a single production panel.
Order at panel-quantity boundaries. Understand how many boards fit on a production panel. If your board arrays 12-up on an 18x24” panel, ordering 12 or 24 pieces costs nearly the same per-unit as ordering 10 or 20. You get the extra units almost free because the panel is being fabricated anyway. Ask your manufacturer for the array count — then order in multiples of that number.
Use standard materials from stock. Standard FR-4 (Shengyi S1000-2, ITEQ IT-180A) ships from stock. Specifying an unusual laminate grade that must be special-ordered adds $50-200 in material surcharge and 1-2 weeks lead time. Unless your design specifically requires non-standard dielectric properties, stay with stocked materials.
Design to standard capabilities. Every feature below “standard production” adds a process surcharge. Minimum trace/space of 4/4mil versus 3/3mil might seem trivial in your EDA tool, but it moves your board from standard to advanced processing tier, adding 15-30% to fabrication cost. Design with 20% margin above standard capabilities wherever routing density allows.
Combine prototype and pilot in one order. Instead of ordering 5 prototypes now and 50 production pieces in two months, consider ordering 55 pieces in one batch. The total cost is often lower than two separate orders because you pay NRE only once. Even if you discover issues with the first articles, the additional units from the same batch serve as reference boards, test specimens, or early customer samples.
When to Commit to Higher Volume: The Cash Flow Decision
The engineering decision is straightforward: more pieces = lower unit cost. The business decision is more nuanced and involves cash flow, inventory risk, and design stability.
Order higher volume when:
- Design is frozen and validated (passed all testing)
- You have confirmed customer orders or purchase commitments
- Lead time for reorder exceeds your acceptable stockout window
- The per-unit savings at higher volume exceeds your cost of capital on the inventory
Stay at lower volume when:
- Design might change based on field feedback (common in first 6 months)
- Your market demand is uncertain or seasonal
- Storage and inventory management adds hidden costs
- A design revision would make excess inventory obsolete
From our customer data, hardware companies that over-order on first production runs due to volume pricing attraction end up scrapping 15-30% of excess inventory within 12 months due to design revisions. The “savings” from ordering 500 instead of 200 evaporates if 150 boards become obsolete after a component change or layout optimization.
The pragmatic approach: order enough for your next 3-4 months of demand plus 10-15% buffer. Re-evaluate volume strategy after your design has been stable in production for 6 months. For a detailed look at our small-batch PCB manufacturing capabilities and supported volume tiers, see our dedicated service page.
ATLASPCB
From 5-Piece Prototype to 500-Piece Production — One Partner, Consistent Quality
We support your entire volume ramp with the same engineering team and quality standards. No minimum order surprises, no quality drop at higher volumes.
Get Instant Quote ›Reviewed by AtlasPCB Engineering Team — 15+ years in advanced PCB fabrication for RF, HDI, and rigid-flex applications.
Related Reading:
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our instant online PCB quote . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
- PCB pricing
- small batch PCB
- PCB cost
- prototype to production
- volume pricing