· AtlasPCB Engineering · Engineering · 12 min read
PCB Moisture Sensitivity and Baking Guidelines
Prevent delamination and popcorning with proper PCB baking procedures based on IPC-1601 moisture sensitivity levels.
Why Moisture Sensitivity Matters in PCB Manufacturing
Printed circuit boards are hygroscopic by nature. The epoxy resin systems in FR-4, polyimide, and other laminate materials absorb moisture from the ambient environment at rates that depend on resin chemistry, glass transition temperature (Tg), and exposure conditions. While a small amount of absorbed water may seem harmless at room temperature, the consequences become severe during thermal processing—particularly reflow soldering, where peak temperatures reach 245 °C–260 °C for lead-free profiles.
When a moisture-laden PCB enters a reflow oven, the absorbed water converts to steam. At 100 °C water becomes vapor, and by 230 °C that vapor exerts enormous internal pressure—often exceeding the peel strength of copper-to-laminate bonds. The result is delamination, blistering, barrel cracking, measling, and the characteristic “popcorning” defect that can render entire assemblies scrap. Understanding [what causes PCB delamination]/blog/what-causes-pcb-delamination/) is fundamental to preventing these failures.
This guide provides a comprehensive technical reference for PCB moisture sensitivity classification, baking procedures, storage requirements, and process controls based on IPC-1601, IPC-J-STD-033, and real-world fabrication experience.
The Physics of Moisture Absorption in PCB Laminates
Diffusion Mechanics
Moisture absorption in PCB laminates follows Fickian diffusion. Water molecules penetrate the resin matrix through the exposed edges and surfaces, driven by the concentration gradient between the humid environment and the relatively dry interior. The diffusion rate depends on several factors:
- Resin system: Standard Dicy-cured FR-4 absorbs more moisture than phenolic-cured or low-Dk resin systems
- Glass transition temperature (Tg): Higher-Tg materials generally have lower moisture absorption rates, making [high-Tg PCB material selection]/blog/high-tg-pcb-material-selection/) critical for humid environments
- Filler content: Laminates with higher filler loading absorb less moisture
- Board thickness: Thicker boards take longer to reach equilibrium but also take longer to dry during baking
- Copper coverage: Internal copper planes act as moisture barriers, slowing diffusion
The moisture absorption rate is typically characterized by the diffusion coefficient (D), which doubles approximately every 10 °C increase in ambient temperature. At 30 °C and 60% RH, a standard 1.6 mm FR-4 board reaches 50% saturation in approximately 48–72 hours and near-full saturation in 2–4 weeks.
What Happens During Reflow
During a lead-free reflow profile with a peak temperature of 260 °C, the internal temperature of the PCB exceeds 100 °C within the first 90 seconds of the ramp. At this point, absorbed moisture begins converting to steam. The steam pressure at 230 °C exceeds 2.8 MPa (approximately 400 psi), which is well above the 0.7–1.4 MPa interlaminar bond strength of typical FR-4 systems.
This pressure differential causes:
- Delamination — separation of copper layers from prepreg
- Blistering — localized dome-shaped separations visible on the surface
- Popcorning — explosive delamination with audible cracking
- Barrel cracking — fractures in plated through-hole barrels
- Measling — white spots or crosses in the weave pattern caused by resin-fiber separation
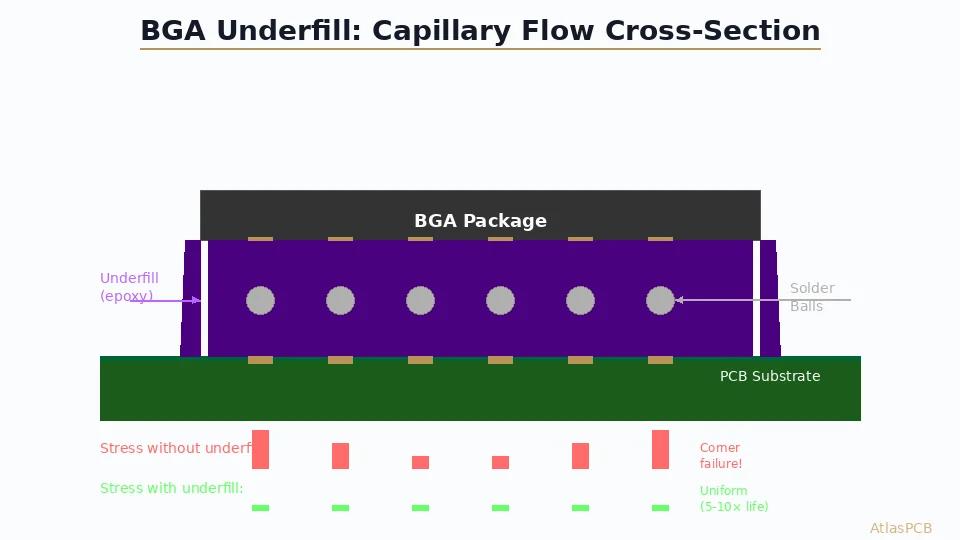
- Pad cratering — fracture beneath BGA pads due to z-axis stress
IPC-1601: Moisture Sensitivity Classification for PCBs
Overview of the Standard
IPC-1601, “Printed Board Handling and Storage Guidelines,” establishes the framework for classifying PCBs by moisture sensitivity and prescribing appropriate handling, storage, and baking procedures. While IPC/JEDEC J-STD-033 is well known for IC component MSL ratings, IPC-1601 applies the same concept specifically to bare and assembled printed circuit boards.
Moisture Sensitivity Levels
IPC-1601 defines the following moisture sensitivity levels for PCBs:
| MSL Level | Floor Life at ≤30 °C / 60% RH | Typical Board Types |
|---|---|---|
| MSL 1 | Unlimited | Simple 1–2 layer FR-4, thick boards |
| MSL 2 | 1 year | Standard multilayer FR-4, 4–8 layers |
| MSL 2a | 4 weeks | High-layer-count FR-4, HDI boards |
| MSL 3 | 168 hours (1 week) | Thin multilayer, high-Tg, polyimide |
| MSL 4 | 72 hours | Ultra-thin flex, rigid-flex |
| MSL 5 | 48 hours | Complex rigid-flex assemblies |
| MSL 5a | 24 hours | Advanced BGA substrates |
| MSL 6 | Mandatory bake before use | Specialty laminates, very high layer count |
Factors That Determine MSL
The moisture sensitivity level assigned to a PCB depends on a combination of design and material factors:
- Layer count: Higher layer counts mean more resin interfaces susceptible to delamination
- Board thickness: Thinner boards are more susceptible to warpage from moisture stress
- Laminate material: Standard FR-4 vs. high-Tg vs. polyimide vs. PTFE—each has different absorption characteristics. See our [PCB materials guide]/blog/pcb-materials-guide/) for material comparisons
- Via structure: Buried and blind vias create internal stress concentrators
- Copper distribution: Uneven copper can create differential stress zones
- Surface finish: ENIG, HASL, OSP, and other finishes affect surface moisture penetration rates
PCB Baking Procedures
Standard Baking Parameters
The baking process removes absorbed moisture by heating the PCB in a controlled environment. The key parameters are temperature, duration, and post-bake handling.
| Board Type | Baking Temperature | Duration (≤1.6 mm) | Duration (>1.6 mm) | Max Bake Cycles |
|---|---|---|---|---|
| Standard FR-4 (Tg 130–140 °C) | 120 °C ± 5 °C | 2–4 hours | 4–6 hours | 5 |
| Mid-Tg FR-4 (Tg 150–170 °C) | 120 °C ± 5 °C | 2–4 hours | 4–6 hours | 5 |
| High-Tg FR-4 (Tg >170 °C) | 125 °C ± 5 °C | 2–4 hours | 4–8 hours | 4 |
| Polyimide | 125 °C ± 5 °C | 4–6 hours | 6–12 hours | 3 |
| Rogers/PTFE | 105 °C ± 5 °C | 4–8 hours | 8–24 hours | 3 |
| Flex (polyimide base) | 105 °C ± 5 °C | 2–4 hours | N/A | 3 |
| Rigid-flex | 105 °C ± 5 °C | 4–8 hours | 8–16 hours | 2 |
| With OSP finish | 105 °C ± 5 °C | 2–4 hours | 4–8 hours | 2 |
Critical Baking Rules
Temperature selection must account for the most temperature-sensitive element on the board:
- Bare boards: 120 °C–125 °C is standard
- Boards with OSP finish: Limit to 105 °C to prevent oxidation of the organic coating
- Boards with pre-applied solder paste: Do NOT bake—solder paste flux will degrade
- Partially assembled boards: Reduce to 40 °C–90 °C and extend duration proportionally; some components have maximum bake temperature limits
Ramp rate should not exceed 4 °C/min to prevent thermal shock. Most convection ovens achieve a natural ramp rate of 2–3 °C/min, which is acceptable.
Atmosphere: Nitrogen or dry air (<5% RH) is preferred. Standard ambient-atmosphere ovens work but are less efficient because the surrounding air reintroduces some moisture during the bake cycle.
Cool-down: After baking, boards must be transferred to a dry environment (<10% RH) within 15 minutes. Exposure to ambient humidity immediately after baking accelerates re-absorption because the heated resin matrix is more porous and the concentration gradient is at maximum.
Extended Baking for Severely Moisture-Saturated Boards
Boards that have exceeded their floor life by more than 2× the rated duration, or boards stored in uncontrolled environments (>60% RH, >30 °C), may require extended baking:
| Condition | Baking Protocol |
|---|---|
| Floor life exceeded by 1×–2× | Standard bake duration × 1.5 |
| Floor life exceeded by >2× | Standard bake duration × 2.0, max 48 hours |
| Unknown storage history | 24 hours at rated temperature |
| Visible moisture damage (white spots) | Bake + cross-section inspection before use |
Storage and Handling Best Practices
Moisture Barrier Bags (MBB)
PCBs shipped from the fabricator should be vacuum-sealed in moisture barrier bags (MBB) with desiccant packs and humidity indicator cards (HIC). IPC-1601 specifies:
- Bag material: Minimum moisture vapor transmission rate (MVTR) of 0.02 g/m²/day
- Desiccant: Sufficient to maintain <10% RH for the rated shelf life (typically 12 months sealed)
- Humidity indicator card: 6-dot card with 10%, 20%, 30%, 40%, 50%, 60% indicators
- Seal integrity: Double heat seal, minimum 3 mm seal width
Reading Humidity Indicator Cards
When opening an MBB, always check the HIC first:
| HIC Reading | Action Required |
|---|---|
| 10% dot pink, all others blue | Boards are dry—use within floor life |
| 20% dot pink | Boards may have marginal moisture—monitor floor life closely |
| 30% dot pink | Baking recommended before reflow |
| 40%+ dots pink | Mandatory baking before any thermal processing |
Dry Cabinet Storage
For operations that process boards over multiple shifts or days, dry cabinets provide controlled storage that effectively pauses the floor-life clock:
| Storage Condition | Floor Life Effect |
|---|---|
| Dry cabinet (<5% RH) | Clock paused—floor life does not accumulate |
| Dry cabinet (5–10% RH) | Clock runs at 10% of normal rate |
| Ambient (30 °C, 60% RH) | Clock runs at normal rate |
| Tropical (30 °C, 85% RH) | Clock runs at 2–3× normal rate |
Dry cabinets should maintain ≤5% RH with a recovery time of <10 minutes after door opening. Industrial models with nitrogen purge achieve <1% RH.
Detecting Moisture-Related Defects
Visual Inspection
After reflow, inspect for the following indicators of moisture damage:
- Blistering: Raised dome-shaped areas on the board surface, typically near edges or under large copper planes
- Delamination: Visible separation between layers, often appearing as a whitish discoloration
- Measling: White spots or crosses within the glass weave pattern
- Pad lifting: BGA or SMD pads separated from the substrate
Cross-Section Analysis
Cross-sectioning is the definitive method for detecting subsurface delamination. Key observations include:
- Resin-to-copper separation at interfaces
- Void formation within prepreg layers
- Barrel cracks in plated through-holes
- Resin recession from glass fibers
Detailed [PCB reliability testing methods]/blog/pcb-reliability-testing/) including cross-sectioning, thermal cycling, and CAF resistance testing provide additional defect detection capability.
Acoustic Microscopy (C-SAM)
Scanning acoustic microscopy (C-SAM) provides non-destructive detection of internal delamination. It is particularly valuable for:
- Incoming inspection of high-reliability boards
- Post-reflow verification before conformal coating
- Failure analysis of field returns
C-SAM can detect delamination as small as 50 µm in diameter and map the full internal structure of a multilayer PCB without damage.
Process Control and Documentation
Implementing a Moisture Control Program
A robust moisture control program should include:
- Incoming inspection: Verify MBB integrity, check HIC, log receipt date
- MSL classification: Assign MSL per IPC-1601 based on stackup and materials
- Floor life tracking: Use lot tracking software or manual logs to record bag-open time
- Environmental monitoring: Continuous logging of temperature and humidity in storage and production areas
- Baking records: Document temperature, duration, oven ID, and operator for every bake cycle
- Re-seal procedures: If boards will not be used within 2 hours of opening the MBB, reseal in fresh MBB with desiccant
Common Mistakes to Avoid
Stacking boards during baking: Boards must be separated on oven racks with at least 10 mm clearance between them. Stacking prevents moisture escape from inner surfaces and creates hot spots.
Over-baking: Excessive bake cycles (>5 for FR-4) or excessive duration can degrade the resin system, reduce copper peel strength, and oxidize surface finishes. Over-baking is nearly as harmful as under-baking.
Ignoring edge effects: Board edges absorb moisture faster than surfaces because the laminate cross-section is directly exposed. Edge delamination is often the first sign of moisture problems.
Assuming all boards are MSL-1: Many procurement teams treat bare PCBs as commodity parts with unlimited shelf life. This is only valid for simple, thick, low-layer-count boards. High-layer-count HDI boards, flex circuits, and advanced materials are almost always MSL-2a or higher.
Material Selection for Moisture Resistance
The choice of laminate material dramatically affects moisture sensitivity. Key material properties to evaluate:
| Property | Standard FR-4 | Mid-Tg FR-4 | High-Tg FR-4 | Polyimide | PTFE |
|---|---|---|---|---|---|
| Tg (°C) | 130–140 | 150–170 | 170–190 | >250 | N/A |
| Moisture absorption (%) | 0.10–0.20 | 0.08–0.15 | 0.06–0.12 | 0.20–0.35 | 0.02–0.04 |
| Td (°C) | 300–310 | 320–340 | 340–360 | >400 | >400 |
| T260 (min) | >5 | >15 | >30 | >60 | >60 |
| T288 (min) | >2 | >5 | >15 | >30 | >30 |
| CTE z-axis (ppm/°C) | 50–70 | 40–55 | 35–50 | 30–45 | 20–30 |
For applications where moisture sensitivity is a primary concern, selecting low-moisture-absorption materials at the design stage is far more effective than relying on baking to compensate. PTFE-based laminates such as Rogers RO4003C (moisture absorption 0.06%) and Megtron 6 (moisture absorption 0.09%) offer significantly better moisture resistance than standard FR-4.
Consult our [PCB materials guide]/blog/pcb-materials-guide/) for detailed comparisons of laminate properties relevant to your application.
Industry Standards Reference
| Standard | Title | Relevance |
|---|---|---|
| IPC-1601 | Printed Board Handling and Storage Guidelines | Primary standard for PCB MSL classification |
| IPC/JEDEC J-STD-033 | Handling, Packing, Shipping and Use of Moisture/Reflow Sensitive SMDs | Component-level MSL (applies to BGA substrates) |
| IPC-TM-650 2.6.2.1 | Moisture and Insulation Resistance | Test method for moisture absorption |
| IPC-6012 | Qualification and Performance Specification for Rigid PCBs | Defines acceptable delamination limits |
| IPC-A-600 | Acceptability of Printed Boards | Visual inspection criteria for moisture defects |
| IPC-A-610 | Acceptability of Electronic Assemblies | Assembly-level defect acceptance criteria |
Real-World Case Studies
Case 1: BGA Delamination on 16-Layer HDI Board
A customer reported 12% yield loss at BGA rework due to pad cratering. Investigation revealed that boards were stored in ambient conditions for 6 weeks after MBB opening—well beyond the MSL-2a floor life of 4 weeks. Cross-section analysis showed resin-to-copper delamination at layers 3–4 directly beneath the BGA footprint.
Resolution: Implemented mandatory baking (120 °C, 4 hours) before any rework operation. Floor life tracking was added to the MES system. Yield loss dropped to <0.5%.
Case 2: Popcorning in Rigid-Flex Assembly
A rigid-flex assembly for a medical device exhibited audible popcorning during the second reflow pass (bottom-side components). The polyimide flex regions had absorbed moisture during the 5-day assembly process. The first reflow pass drove some moisture out but also created micro-voids that accelerated re-absorption.
Resolution: Added an intermediate bake (105 °C, 4 hours) between first and second reflow passes. Flex regions were protected with Kapton tape during baking to prevent mechanical damage. Dry cabinet storage (<5% RH) was mandated between all process steps.
Case 3: Edge Delamination on Thick Backplane
A 4.0 mm thick 24-layer backplane showed delamination along routed edges after wave soldering. The thick cross-section created a long diffusion path, and standard 4-hour baking was insufficient to remove moisture from the board core.
Resolution: Extended bake to 12 hours at 125 °C with boards oriented vertically to maximize edge exposure. Post-bake humidity indicator confirmed <10% RH in the board core. Added edge-seal conformal coating as additional protection.
Baking Equipment Considerations
Oven Types
| Oven Type | Advantages | Disadvantages | Best For |
|---|---|---|---|
| Convection (air) | Low cost, widely available | Slower moisture removal, less uniform | Small batches, standard FR-4 |
| Convection (N₂) | Prevents oxidation, efficient drying | Higher operating cost | OSP finish boards, high-value assemblies |
| Vacuum | Fastest moisture removal, lowest temperature possible | High capital cost | Temperature-sensitive assemblies |
| Infrared | Fast heat-up, good surface drying | Poor core penetration on thick boards | Thin boards, flex circuits |
Oven Qualification
Baking ovens should be profiled quarterly with thermocouple arrays to verify:
- Temperature uniformity: ±5 °C across the usable chamber volume
- Ramp rate: 2–4 °C/min (programmable)
- Cool-down capability: Ability to reach <40 °C within 30 minutes
- Humidity: Chamber humidity during bake should be <10% RH (measured with calibrated sensor)
Conclusion and Recommended Actions
Moisture sensitivity management is not optional for modern PCB assembly—it is a fundamental quality requirement. As boards become thinner, layer counts increase, and lead-free reflow temperatures push thermal margins tighter, the consequences of neglecting moisture control grow more severe.
Key takeaways:
- Classify every PCB by MSL per IPC-1601 and track floor life from MBB opening
- Bake at the appropriate temperature and duration for the material system and thickness
- Store boards in dry cabinets or resealed MBBs when not in active processing
- Monitor humidity indicator cards at every stage
- Document baking and storage in your quality management system
Implementing these practices will dramatically reduce delamination, popcorning, and other moisture-related defects across your PCB assembly process.
Ready to validate your PCB design for moisture sensitivity? Upload your Gerbers for a free engineering review — our team will assess your stackup, material selection, and recommend the appropriate MSL classification and baking protocol for your specific design.
Further Reading
- [AI Hardware PCB Thermal Management: Advanced Multilayer Stackup Design for 1000W+ Processing Units]/blog/ai-hardware-pcb-thermal-management-multilayer-design/)
- [PCB Rigid-Flex Bend Zone Reliability: Design Rules, Material Selection & Lifecycle Testing]/blog/pcb-rigid-flex-bend-zone-reliability/)
- [ENEPIG vs ENIG Surface Finish: Complete Comparison for Wire Bonding, Solderability, and Long-Term Reliability]/blog/enepig-vs-enig-surface-finish-wire-bonding/)
- [PCB Surface Finish Comparison: OSP vs HASL vs Immersion Silver vs ENIG for Assembly Reliability]/blog/pcb-surface-finish-osp-hasl-enig-immersion-silver-comparison/)
- [Aluminum PCB Thermal Design for High-Power LED and Motor Drivers: Material Selection, Stackup, and DFM Guide]/blog/aluminum-pcb-thermal-design-led-motor-driver/)
- Our Manufacturing Capabilities
About AtlasPCB — We specialize in complex PCB manufacturing for HDI, RF, and high-reliability applications. Explore our full PCB manufacturing capabilities . Every order includes free engineering review. Get your quote.
Reviewed by AtlasPCB Engineering Team — IPC-certified manufacturing specialists with 15+ years of production experience in HDI, RF, and high-reliability PCB fabrication. Content based on factory floor data and real customer design reviews.
- moisture-sensitivity
- baking
- delamination
- reliability
- ipc-1601